云试剂-科学材料城 / 2018-07-03
1检测方法及存在的问题
如图1所示,用YC3-2000磁力探伤机,在气门上加上600 A~800 A工频交流电流充磁。然后把气门放入添加有荧光磁粉的煤油中或把添加有荧光磁粉的煤油喷洒到气门上,再把气门拿到紫外线灯下观察。根据磁痕判断两端面及圆周面的裂纹。
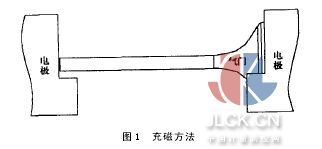
在实际检测中发现,杆周面裂纹检出率较高,而在端面,许多肉眼都明显可见的深长裂纹处也不吸附磁粉形成磁痕,裂纹检出率很低,有时甚至不足20%,加之还有端烧蚀问题。因而不得不采用肉眼检测,不但辛苦,眼睛易疲劳,而且效率非常低。
2检出率低的原因
一是采用的充磁或者装夹方式使得只能对工件采用剩磁法检测,而剩磁法的灵敏度较低,但在本例中应不是主要问题,因杆周的检测还是可以的。二是此种零件通交流电由于集肤效应的影响,芯部电流较小,B也就较小,芯部裂纹难以发现。三是此种装夹法往往导致局部小面积导电,难以加大电流,以免烧蚀零件,也使得灵敏度较低。四是这种磁化方式不能避免磁力线方向与裂纹方向一致的问题,而当两者同向时,由于垂直磁力线方面的裂缝面积小,漏磁通小,检测灵敏度很低。还有,试片宜直接置于被检测面上检测。
3解决方法
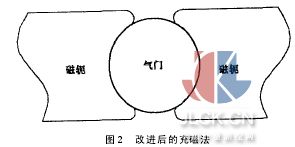
根据上面的分析,采用下面的检测方法。如图2所示:一是采用轭铁法取代直接通电流法。这样既防止烧伤零件,又使磁场强度可随意调节,使磁力线均匀分布,各点灵敏度较一致,也便于用试片检查。二是改一次充磁法为两次充磁、两次检查法,转动零件使两次的磁力线互相垂直,这样,不管哪个方向的裂纹均有较高的检测灵敏度,均可查出。三是改剩磁法为连接磁场法。这样既可提高灵敏度,又可在对零件的一次装夹中完成两次检查,不必做标记,只要旋转角度即可。至于电流种类,交流与半波直流均可,其大小可用试片测试来调整。恒定直流电流的磁场恒定,不利于磁粉在裂缝处的积聚,检测速度及灵敏度均较差一些。本方法对其它棒状零件的端面裂纹的检测也是适用的。
摘自:中国计量测控网
-------------------------------------------------------------------------
本网站销售的所有产品仅用于工业应用或者科学研究等非医疗目的,不可用于人类或者动物的临床诊断或治疗,非药用,非食用。
© 2012-2024 东莞市乔科化学有限公司 版权所有,并保留所有权利。 科学粮草官热线: 4006226992 E-mail: qiaosun-100@163.com







